16" Turret and Mk38 GFCS Director Mechanism - Construction (part 1)
Once I had what I felt were reasonable designs for the turret and director mechanisms, I set about obtaining components for the prototypes. Fortunately,
the designers of the Iowa-class battleships decided on a barbette diameter that scales well in 1/96-scale: I bought a length of 5" clear acrylic cylinder
with 1/8" walls from ePlastics (known as Ridout Plastics here in San Diego). I decided to use 1/8" sheet acrylic for much of the structures since it is
fairly easy to work with, machines well, and bonds very strongly when the correct adhesive is used.
For the motors, I settled on Futaba S3003 servos: they are strong, of very good quality, and are easy to modify (more on this later). There are two potential
drawbacks to these servos in this application: they are fairly large, and they can be noisy. I purchased much of the driveline components from ServoCity.
I realize there are other similar sites online, but I happen to like ServoCity's Site layout and ease-of-use. They provide thorough dimensions for most of their products,
which is critical to a successful conceptual model. Their service is excellent, shipping next day for each of my orders to date.
Turret Training Mechanism
The main challenges for the turret training mechanism included getting everything to fit within the barbette, and obtaining a rotation rate similar to that of the
prototype (4-degrees per second). The (unmodified) S3003 has a rotation rate of 240-degrees per second, meaning I would need a gear reduction ratio of 60:1. At either end
of the spectrum, the smallest gear I could find for the servo was 16-teeth, while the largest gear had to fit within the barbette AND allow room for the servo to mesh with it.
I chose an 84-tooth gear for the final driven gear (directly attached to the turret). Since this combination yields a reduction of just 5.25:1, I needed a compound gear
drive. I settled on a [16:40]-[16:40]-[16:84] setup, which gives a reduction ratio of about 33:1. So I still needed to slow the servo down by a factor of ~2.
The Futaba 14SG transmitter has the ability to programmatically slow any connected servo to a literal crawl, so I set up a simple geared jig to experiment with slew rates.
The first thing I discovered was that the prototypical rate of 22.5-seconds for the barrels to transit from dead ahead to full broadside (90-degrees) is agonizingly slow. The
second thing I realized was that Futaba must be doing something clever to create this slow-motion effect from unmodified servos. I haven't yet put an oscilloscope on the drive
signal to a servo while in this mode, but I suspect that the transmitter is sending motion commands in increments rather than as one final position: ie., if I want the servo
to move from 0 to 90 degrees, instead of just sending one command to 90, I could send 90 correctly-timed commands in increments - "move to 1 degree, now move to 2 degrees, and
so on." Since servos use a differential measurement of "where I am now vs. where I need to be" to adjust their speed, making the servo think it is always very close to where it
needs to be should have the effect of slowing it down. And since I would be driving these signals using my own programming, I now had a plan that would give me good control
over the slew rate. All of which means I decided a 33:1 gear ratio would be good enough.
Now that I had the speed portion sorted out, I needed a way to maintain positional accuracy. Ironically, servos are designed for just this purpose: for a given input, move
to the same position over and over and over... (if you've ever flown a radio-controlled airplane you'll understand why this is so important). Unfortunately, most servos are
also limited to a rotational range of just 90- or 180-degrees: I needed this servo to be able to rotate continuously to provide me with the 300-degree range on the (gear-reduced)
output AND have "automatic" positional control. The solution is really simple: the servo's position feedback is accomplished via a sensor (a potentiometer or "pot") connected
directly to its output shaft. All I had to do was connect a new sensor to the drive system's output shaft and electrically connect this back to the servo: oila' - a continuously
rotating servo with "factory" position control. I just needed to find a pot with the approriate resistance, a wide-enough rotational value (measured in "turns"), and in the
right mechanical package: enter DigiKey.
Finally, I could start building something!
Use the (vertical) scrollbar at right as needed. Clicking on any thumbnail will take you to a larger version of the photo.
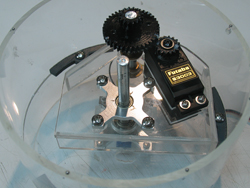 |
Drivetrain with final gear removed. To provide smooth, continuous motion the central output shaft is supported with two
ball bearing assemblies. Since the rotational speeds are very slow, I used 1/4" aluminum shafts: lightweight and easy to work. Since the spacing between
gears is critical, I used flanged bronze bushings for the secondary shaft: this way I can modify the mounting holes as required, then attach the bushings in
the desired location using superglue. |
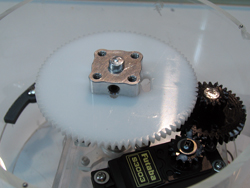 |
Drivetrain with final gear installed. The aluminum bushing provides solid attachment to both the output shaft and the
gunhouse mounting plate (not shown). |
| |
|
|
|
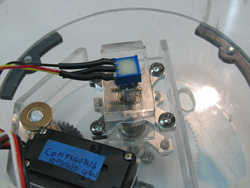 |
Bottom view of the barbette showing the external position sensor. For this install I used a 5k-ohm pot with a 0.125" actuator rod.
I drilled a corresponding concentric hole in the ouput shaft, then cross-drilled a 0.060" hole and inserted a short length of brass wire to connect the pot to the shaft.
Since the servo's feedback system is tuned to hit 180-degrees at a certain resistance and I wanted 300-degree rotation, I "remapped" that range by adding 680-ohm
resistors (determined thru experimentation) to both sides of the pot: the resistors are inside the heatshrink. |
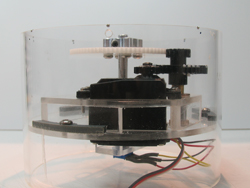 |
Side view showing overall arrangement of the training mechanism. Everything is mounted within the (3-1/2" tall) barbette, and
the gunhouse mounts via four 6-32 screws to the final drive hub. The entire mechanism may be removed by first removing the three screws attached to the perimeter
cleats (lazily, I printed these on a 3D printer), then sliding the assembly out the bottom of the barbette. |
| |
|
|
|